







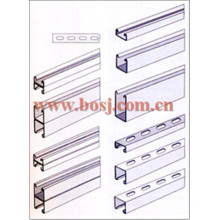



Válvula de remoção de fumo galvanizado Roll formando fabricante de linha na Rússia
Informação básica
Modelo: BOSJ-V
Descrição do produto
Modelo: Método de Forjamento Forjado BOSJ-V: Forjamento de Moldes: Garantia de Automação: 12 Meses Vantagem: Fácil de Manutenção Material de rolo: Gcr 15 Tipo de Controle: Auto Tipo: Máquina de Endireitar Fonte de Energia: Certificação de Pressão Hidráulica: SGS, ISO9001, CE Personalizado: Personalizado Condição: Novo Sistema de Controle: Sistema de Controle PLC Origem: Jiangsu 1, Processo de Formação
De-coiler- Servo-alimentação- Gap e cortar moldagem- Formação --- mesa de recolha
2, diagrama de fluxo
3, equipamentos que compõem peças
O equipamento é composto de desmontagem, sistema de alimentação, espaço e corte, máquina de moldagem, mesa de recolha, sistema de controle elétrico, etc e período;
4, Parâmetro técnico das partes principais do equipamento
1, Auto-decoiler
A, capacidade de carga: 2 T
B, diâmetro interno da bobina: 490-510mm
Diâmetro exterior 1200mm
2 e período; Alimentação de servo e perfuração de peças de canto não preenchidas
A, Servo motor: Mitsubishi Servo motor, potência: 1 e período; 0kw
B, Punching turnilled corner die: 4 pilares socos morrem
C, Material de perfuração: Cr12 e período; Tratamento de extinção
2, Feeding: Power 0 & period; 37kw
3, máquina formadora
A, quadro de formação
B, Material do molde de formação: GCr15, tratamento de extinção: Rigidez: HRC56-62º
C, Motor: 7 e período; motor de conversão de freqüência de 5kw
4, controle elétrico: sistema PLC
Parâmetros técnicos:
Requisito de técnica de equipamento:
Área do espaço do equipamento: 20 × 3 e período; 0 × 2 e período; 5 & lpar; L × W × H & rpar; metro & período;
Tensão: 380V, 50Hz, 3fase e período;
Óleo hidráulico: NO: & period; 46 & numero; período;
Óleo de engrenagens: 18 & numsp; Hypoid gear oil & period;
Parâmetros técnicos principais do equipamento:
Material bruto widtharound XXX mm
Espessura do material: 0 e período; 8 ~ 1 e período; 2mm
Folha de material galvanizado
Velocidade de produção: cerca de 3M & sol; min
Comprimento da produção: ≥ 4000mm
Equipamento total instalado capacidade 20KW & período;
Parâmetros do equipamento principal:
1 - De-coiler
Largura do material: ≤ 250 mm, espessura do material ≤ 2 e período; 0 mm e semi;
Diâmetro interno: 480-520 mm & semi;
Diâmetro exterior: φ 1200mm & semi;
Max & período; Capacidade de carga: ≤ 2T
2 - Sistema de nivelamento
Use 9 nivelamento de rolos,
Potência 2 e período; 2 kW,
Velocidade: 10M & sol; min
3 - Servo sistema de alimentação
Parâmetros técnicos BNC-30:
BNC-300
O diâmetro do eixo de alimentação: φ 60mm
Diâmetro de medição do eixo: φ 60mm
Placa de alimentação máxima de largura: ≤ 300mm
Placa de alimentação máxima de espessura: ≤ 3 e período; 5mm
Velocidade máxima de alimentação: ≤ 40m & sol; min
Tolerância de comprimento de passo e alimentação: ± 0 e período; 20mm
Tolerância total do comprimento dos produtos para alimentação: ± 0 e período; 25mm
Servo motor power & sol; marca: 1 e período; 8KW & sol; Japão Yaskawa
TransmissionSynchronous wheel & sol; engrenagem
Codificador de medição de comprimento: ROUNDSS 2500P
4- Empate, furo de perfuração e corte
Estrutura: estrutura de perfuração hidráulica, a armação de aço soldada, tem boa inflexibilidade
O primeiro entalhe morre: 2 conjuntos
Primeiro golpeamento: 1 conjunto
Após a formação de matrizes de entalhe: 2 conjuntos
Após a formação do corte: 1set
5 - Máquina de laminação principal
Modelo: GY160
Formando etapas: 14 grupos
Estrutura de moldagem: use o accionamento do painel de parede tipo parede
Espessura da parede lateral: 35mm
Largura máxima do material: ≤ 171mm
Espessura mínima do material: 1 e período; 2mm
O diâmetro do eixo do rolo: φ 48 mm
Material do rolo: Cr12MoV, a dureza de extinção, HRC58-62 °
Uso de rolamento duplo, tipo rolamento 6208
O motor de acionamento principal usa 7 e período; motor e período de conversão de freqüência de 5kw;
6 - Sistema de corte
Um periodo; Modalidade Corte hidráulico
B & período; Design após design de sistema de corte na máquina de formação, o comprimento de corte pode ser definido e período;
7 - Mesa de saída
Estrutura: tipo de plataforma sem poder
8 - Sistema de controle elétrico
1-A linha inteira adota o controle do PLC, tela de toque LCD e software e período de interface homem-máquina; & Lpar; Interação entre trabalhadores e PLC & período; & Rpar;
O operador pode fazer o seguinte
O programa de configuração & lpar; PLC & rpar;
Monitorando o processo de controle,
Modifique os parâmetros de controle,
O comprimento da configuração digital da peça,
O comprimento do ajuste e período da peça;
Equipamentos de monitoramento de tempo real em tempo real e indicação e período de falhas;
2- Modo de operação: Manual & sol; Auto dois e período; Com manual, função de comutação automática: no modo manual, pode ser operação autônoma, conveniente reparo e semi; No modo automático, toda produção e operação, a sequência de inicialização e semi; Juntamente com o botão de parada de emergência, são fáceis de lidar com emergências, para garantir a segurança do equipamento e pessoal e período;
De-coiler- Servo-alimentação- Gap e cortar moldagem- Formação --- mesa de recolha
2, diagrama de fluxo
3, equipamentos que compõem peças
O equipamento é composto de desmontagem, sistema de alimentação, espaço e corte, máquina de moldagem, mesa de recolha, sistema de controle elétrico, etc e período;
4, Parâmetro técnico das partes principais do equipamento
1, Auto-decoiler
A, capacidade de carga: 2 T
B, diâmetro interno da bobina: 490-510mm
Diâmetro exterior 1200mm
2 e período; Alimentação de servo e perfuração de peças de canto não preenchidas
A, Servo motor: Mitsubishi Servo motor, potência: 1 e período; 0kw
B, Punching turnilled corner die: 4 pilares socos morrem
C, Material de perfuração: Cr12 e período; Tratamento de extinção
2, Feeding: Power 0 & period; 37kw
3, máquina formadora
A, quadro de formação
B, Material do molde de formação: GCr15, tratamento de extinção: Rigidez: HRC56-62º
C, Motor: 7 e período; motor de conversão de freqüência de 5kw
4, controle elétrico: sistema PLC
Parâmetros técnicos:
Requisito de técnica de equipamento:
Área do espaço do equipamento: 20 × 3 e período; 0 × 2 e período; 5 & lpar; L × W × H & rpar; metro & período;
Tensão: 380V, 50Hz, 3fase e período;
Óleo hidráulico: NO: & period; 46 & numero; período;
Óleo de engrenagens: 18 & numsp; Hypoid gear oil & period;
Parâmetros técnicos principais do equipamento:
Material bruto widtharound XXX mm
Espessura do material: 0 e período; 8 ~ 1 e período; 2mm
Folha de material galvanizado
Velocidade de produção: cerca de 3M & sol; min
Comprimento da produção: ≥ 4000mm
Equipamento total instalado capacidade 20KW & período;
Parâmetros do equipamento principal:
1 - De-coiler
Largura do material: ≤ 250 mm, espessura do material ≤ 2 e período; 0 mm e semi;
Diâmetro interno: 480-520 mm & semi;
Diâmetro exterior: φ 1200mm & semi;
Max & período; Capacidade de carga: ≤ 2T
2 - Sistema de nivelamento
Use 9 nivelamento de rolos,
Potência 2 e período; 2 kW,
Velocidade: 10M & sol; min
3 - Servo sistema de alimentação
Parâmetros técnicos BNC-30:
BNC-300
O diâmetro do eixo de alimentação: φ 60mm
Diâmetro de medição do eixo: φ 60mm
Placa de alimentação máxima de largura: ≤ 300mm
Placa de alimentação máxima de espessura: ≤ 3 e período; 5mm
Velocidade máxima de alimentação: ≤ 40m & sol; min
Tolerância de comprimento de passo e alimentação: ± 0 e período; 20mm
Tolerância total do comprimento dos produtos para alimentação: ± 0 e período; 25mm
Servo motor power & sol; marca: 1 e período; 8KW & sol; Japão Yaskawa
TransmissionSynchronous wheel & sol; engrenagem
Codificador de medição de comprimento: ROUNDSS 2500P
4- Empate, furo de perfuração e corte
Estrutura: estrutura de perfuração hidráulica, a armação de aço soldada, tem boa inflexibilidade
O primeiro entalhe morre: 2 conjuntos
Primeiro golpeamento: 1 conjunto
Após a formação de matrizes de entalhe: 2 conjuntos
Após a formação do corte: 1set
5 - Máquina de laminação principal
Modelo: GY160
Formando etapas: 14 grupos
Estrutura de moldagem: use o accionamento do painel de parede tipo parede
Espessura da parede lateral: 35mm
Largura máxima do material: ≤ 171mm
Espessura mínima do material: 1 e período; 2mm
O diâmetro do eixo do rolo: φ 48 mm
Material do rolo: Cr12MoV, a dureza de extinção, HRC58-62 °
Uso de rolamento duplo, tipo rolamento 6208
O motor de acionamento principal usa 7 e período; motor e período de conversão de freqüência de 5kw;
6 - Sistema de corte
Um periodo; Modalidade Corte hidráulico
B & período; Design após design de sistema de corte na máquina de formação, o comprimento de corte pode ser definido e período;
7 - Mesa de saída
Estrutura: tipo de plataforma sem poder
8 - Sistema de controle elétrico
1-A linha inteira adota o controle do PLC, tela de toque LCD e software e período de interface homem-máquina; & Lpar; Interação entre trabalhadores e PLC & período; & Rpar;
O operador pode fazer o seguinte
O programa de configuração & lpar; PLC & rpar;
Monitorando o processo de controle,
Modifique os parâmetros de controle,
O comprimento da configuração digital da peça,
O comprimento do ajuste e período da peça;
Equipamentos de monitoramento de tempo real em tempo real e indicação e período de falhas;
2- Modo de operação: Manual & sol; Auto dois e período; Com manual, função de comutação automática: no modo manual, pode ser operação autônoma, conveniente reparo e semi; No modo automático, toda produção e operação, a sequência de inicialização e semi; Juntamente com o botão de parada de emergência, são fáceis de lidar com emergências, para garantir a segurança do equipamento e pessoal e período;
|
NO. |
Project |
Unit |
parameters |
Remark |
|
|
1 |
Material |
type | Mild steel Galvanized sheet | ||
| Strength of material sheet | Map | ≥350 | |||
| Thickness of material sheet | mm | 0.8~1.5 | |||
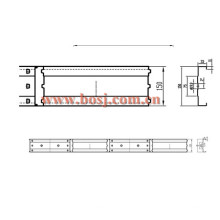
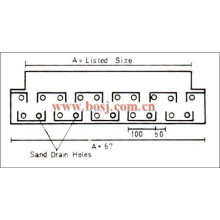
| 2 | Size of production |
mm | Reference the picture |
||
| 3 | Production speed | m/min | 6~8 | ||
| 4 | Material of roller | GCr quenching treatment |
|||
| 5 | Drive type | Gear box | |||
| 6 | Power | kw | About 34 | ||
| 7 | Electric control system | PLC variable frequency control | |||
| 8 | Dimensions(Length*width*height) |
m | 28X4X3.9 | ||
Grupo de Produto : Vane Damper Roll dá forma à máquina
outros produtos


produtos quentes
Máquina Sandwich Panel EPS (AF-S1000)C Purlin Roll formando máquina (AF-80-300)H Beam Welding LineMaquina de trilho de guardaEquipamento de formação de rolosCaminhão basculanteMáquina de coberturaMáquina de laminação de rolo de alta velocidade HVM series de aço frioMáquina de painel sanduíche EPSLinha de soldagem automática do feixe SINMáquina de cortar a chapa de chapa de aço galvanizadaDownspout / downpipe roll formando máquina venda quenteTelha de telha telha painel de convés formando máquina telha de chão fazendo máquina automáticaMáquina de formação de laminação de canal duplo de alimentação dupla em forma de CMáquina de moldagem de rolo de painel de aço multi-modelo avançadoAuto Steel Coil Holder / Hydraulic Uncoil Com Coil Car 5 Toneladas